


ماشینکاری و انواع مختلف عملیات ماشینکاری چیست؟
ماشینکاری چیست ؟ | در مقاله قبلی در مورد دستگاه تراش G-ONE و انواع عملیات ماشینکاری آن توضیح مختصری داده بودیم اما در این مقاله قصد داریم به طور کامل انواع عملیات ماشینکاری را برای ما توضیح دهیم.
در طول ساخت یک قطعه ، برای حذف مواد اضافی ، عملیات و فرآیندهای مختلف ماشینکاری لازم است. این عملیات معمولاً مکانیکی است و شامل ابزارهای برش ، چرخ های ساینده و دیسک ها و غیره است.
عملیات ماشینکاری میتواند روی اشکال مختلف مانند میله ها و فلت ها و یا روی قطعات ساخته شده توسط روش های دیگر تولید مانند ریخته گری یا جوشکاری انجام شود.
انواع مختلف عملیات ماشینکاری
دو فرآیند ماشینکاری که اولویت دارند چرخش و فرز هستند . فرایندهای دیگر گاهی اوقات به عنوان بخش فرعی این عملیات هستند. به عنوان مثال یک مته می تواند بر روی دستگاه تراشکاری که برای چرخش استفاده می شود یا در یک ماشین مته گیر ، نصب شود.
چرخش
چرخش یک فرآیند ماشین کاری است که توسط یک دستگاه تراش CNC انجام می شود. وقتی دستگاه برش روی آن حرکت می کند ، قطعه کار می چرخد. ابزارهای برش در امتداد دو محور حرکت برای ایجاد برش هایی با عمق و عرض دقیق کار می کنند. ماشین تراش در دو نوع مختلف ، از نوع سنتی ، دستی و از نوع خودکار و کنترل شده عددی کامپیوتر (CNC) موجود است.
فرآیند چرخش را می توان در قسمت خارجی یا داخلی ماده انجام داد. وقتی از داخل انجام می شود ، به عنوان “بورینگ” شناخته می شود – این روش (که بسته به جهت اسپیندل می تواند افقی یا عمودی باشد) معمولاً برای ایجاد اجزای لوله ای اعمال می شود.

بخش دیگری از فرایند چرخش ” روتراشی ” است و هنگامی که ابزار برش در انتهای قطعه کار حرکت می کند اتفاق می افتد – این ابزار معمولاً در اولین و آخرین مراحل فرآیند چرخش انجام می شود.
روتراشی تنها در صورت استفاده از تراش عرضی نصب شده در تراش قابل استفاده است. این برای تولید یک داده در شکل ریخته گری است که عمود بر محور چرخش است.
دستگاه های تراش CNC به طور كلی به عنوان یكی از سه زیرگروه مختلف شناخته می شوند:
- تراش تارت دار
- تراش دستی
- دستگاه تراش مخصوص متناسب با نیاز و اهداف خاص .
ماشین تراش دستی
متداول ترین نوعی است که توسط ماشینکاری عمومی یا به عنوان سرگرمی مورد استفاده قرار می گیرد. تراش های تارت دار و تراش های مخصوص برای کاربردهایی که به ساخت مکرر قطعات نیاز دارند بیشتر استفاده می شوند.
تراش تارت دار دارای یک نگهدارنده ابزار است که دستگاه را قادر می سازد تعدادی از عملیات برش را به طور متوالی و بدون تداخل اپراتور انجام دهد.
دستگاه تراش با کله گی فرز( mill-turnnig-center) کله گی ( head stock ) و مرغک تراشهای سنتی را با محورهای اسپیندل اضافی ترکیب می کنند تا امکان ماشینکاری قطعاتی را که دارای تقارن چرخشی هستند و توانایی برش فرز ، را فراهم کند.

هنگامی که دستگاه فرز در یک مسیر جداگانه حرکت می کند ، منحنی های پیچیده ای را می توان با چرخش قطعه کار از طریق یک قوس ایجاد کرد ، فرآیندی که به عنوان ماشینکاری 5 محور شناخته می شود.
حفاری / بورینگ / تغییر شکل
حفاری با استفاده از مته ها سوراخ های استوانه ای در مواد جامد تولید می کند – این یکی از مهمترین فرایندهای ماشینکاری است زیرا سوراخهایی که ایجاد می شوند غالباً برای مونتاژ کمک می کنند. در بیشتر عملیات تولیدی ، حفاری یک مرحله مقدماتی در تولید سوراخهای تمام شده است .
اگرچه حفاری و بورینگ اغلب اشتباه گرفته می شوند ،اما از بورینگ برای اصلاح ابعاد و دقت سوراخ استفاده می شود. دستگاه های بورینگ بسته به اندازه کار در ابعاد مختلف وجود دارند. از بورینگ عمودی برای ماشینکاری ریخته گری های بسیار بزرگ و سنگین استفاده می شود که در آن هنگام کار میله بورینگ ، ثابت میماند.
سوراخ های بورینگ و بورینگ های افقی کار را ثابت نگه می دارند و ابزار برش را می چرخانند. حفره نیز بر روی ماشین تراش یا در مرکز ماشینکاری ایجاد می شود. برش بورینگ به طور معمول از یک نقطه برای ماشین کاری سوراخ استفاده می کند و به ابزار اجازه می دهد سخت تر از یک مته عمل کند.
فرزکاری

برخلاف عملیات چرخش در جایی که ابزار نمی چرخد ، فرز از برش های چرخان برای حذف مواد استفاده می کند. دستگاه های فرز سنتی دارای میزهای متحرکی هستند که قطعه کار بر روی آنها نصب شده است.
بر روی این دستگاه ها ، ابزارهای برش ثابت هستند و میز مواد را جابجا می کند تا بتوان برش های مورد نظر را ایجاد کرد. در انواع دیگر ماشین های فرز هم میز و هم ابزار برش را به عنوان ابزار متحرک نشان می دهند.
دو عملیات اصلی فرز کاری عبارتند از:
-
اسلب فرز
-
کف تراشی
فرز اسلب
از لبه های محیطی دستگاه فرز برای ایجاد برش های مسطح در سطح یک قطعه کار استفاده می کند. مسیرهای کلیدی در شافت ها را می توان با استفاده از برش مشابه برش داد ، هرچند که باریک تر از برش اسلب معمولی است.

در عوض در کف تراشی از انتهای فرز استفاده می کنند. تراش های مخصوص ( مانند ball-nose ) برای کارهای مختلف ، در دسترس هستند.
برخی از کارهایی که دستگاه فرز قادر به انجام آن است شامل : برنامه ریزی ، برش ، حرکت خرگوشی ( حرکت بدون براده برداری ) ، مسیریابی و غیره است و باعث می شود که دستگاه فرز یکی از انعطاف پذیرترین تجهیزات در یک فروشگاه ماشین باشد.
انواع دستگاه فرز
چهار نوع دستگاه فرز وجود دارد
-
دستی
-
ساده
-
جهانی
-
عمودی یا افقی ( omniversal) – و آنها دارای برش های افقی یا برش های نصب شده در یک محور عمودی هستند.
همانطور که انتظار می رفت ، دستگاه فرز جهانی امکان استفاده از ابزارهای برش نصب شده عمودی و افقی را فراهم می کند ، و آن را به یکی از پیچیده ترین و انعطاف پذیرترین دستگاه های فرز موجود تبدیل می کند.

همانند مراکز تراشکاری ، دستگاه های فرز که قادر به تولید یک سری عملیات بر روی بخشی بدون دخالت اپراتور هستند امری عادی است و معمولاً مراکز ماشینکاری عمودی یا افقی نامیده می شوند. آنها همیشه مبتنی بر CNC هستند.
ماشینکاری سنگ زنی
از سنگ زنی برای پاک کردن مقادیر کم مواد از هر دو سطح مسطح و اشکال استوانه ای استفاده می شود. عمق برش چرخ معمولاً بین 0.00025 تا 0.001 اینچ است. سنگ محور ای قطعه کار را روی مرکز قرار میدهد و می چرخانند در حالی که همزمان از حاشیه چرخ ساینده در حال چرخش به آن استفاده می کنند.

از سنگ زنی بدون مرکز برای تولید قطعات کوچک با حجم زیاد استفاده می شود که سطح زمین هیچ ارتباطی با هیچ سطح دیگری ندارد . سطح زمین 200-500 دقیقه rms معمولاً برای بسیاری از کاربردها قابل قبول تلقی می شود و نقطه شروع کار برای تکمیل عملیات بیشتر است.
برنامه ریزی
برنامه ریزی در درجه اول برای ماشین کاری سطوح بزرگ ، به ویژه سطوحی که با تراشیدن به پایان می رسند ، مانند روش های ابزار ماشین ، استفاده می شود. قطعات كوچك ، كه در يك چوب قرار دارند ، از نظر اقتصادي نيز برنامه ريزي شده اند.
اره کاری
اره کاری فلزات معمولاً با استفاده از دستگاه های برش انجام می شود و برای ایجاد طول های کوتاه تر از میله ها ، اشکال ایجاد شده و… استفاده میشود.
اره های باند عمودی و افقی معمول است که از حلقه های مداوم نوارهای دندانه دار برای جدا کردن مواد استفاده می کنند. سرعت باند با توجه به مواد با آلیاژهای خاص دمای بالا که به 30 fpm آهسته نیاز دارند در حالی که مواد نرم تری مانند برش آلومینیوم با سرعت 1000 fpm یا بیشتر متفاوت است ، تغییر می کند. از دیگر دستگاه های برش می توان به اره برقی ، اره چرخ ساینده و اره گرد اشاره کرد.
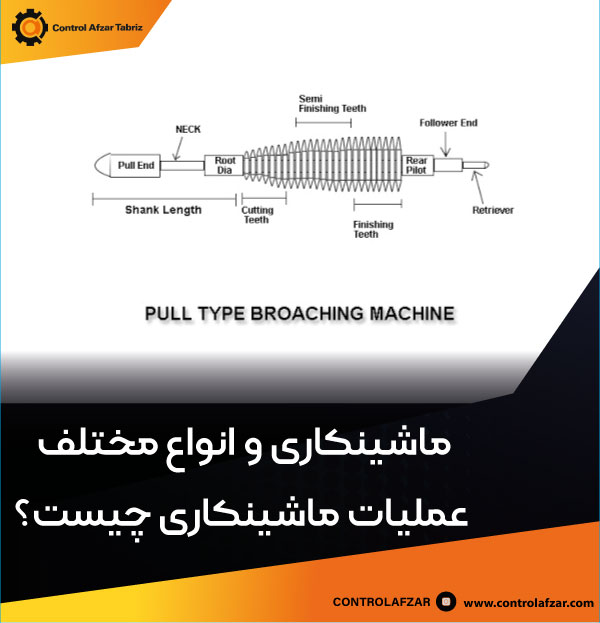
سوراخ کاری (broaching)
بروشینگ برای تولید سوراخهای مربع ، سوراخ کلید ، سوراخ های شکافی و غیره استفاده می شود. بروشینگ شامل دندانهای زیادی می شود که بصورت ترتیبی تقریباً شبیه به یک پرونده مرتب شده اند اما هر دندان پشت سر آنها کمی بزرگتر از هر دندان قبلی است.
در این روش از طریق سوراخ لیدر آماده شده (یا عبور از سطح) ، به صورت تدریجی بریدگی های عمیق تری ایجاد می شود. در بروشینگ فشار (push broaching) اغلب با استفاده از دستگاه های پرس عمودی انجام می شود.

pull broaching
در سوراخ کاری کششی اغلب با دستگاه های عمودی یا افقی انجام می شود که در بسیاری از موارد به صورت هیدرولیکی کار می کنند. سرعت برش از 5 fpm برای فلزات با مقاومت بالا تا 50 fpm برای فلزات نرم تر است.
ECM / EDM
اینها اشکال غیر مکانیکی حذف مواد هستند که از جرقه های فرسایشی یا مواد شیمیایی استفاده می کنند. در ماشینکاری تخلیه الکتریکی از جرقه ای که از طریق مایع دی الکتریک از الکترود به سطح قطعه کار رسانا منتقل می شود ، استفاده می شود.
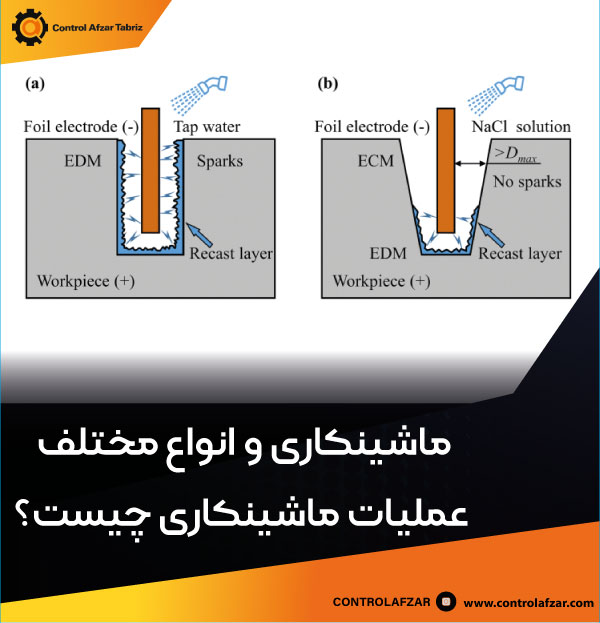
ویژگی های بسیار خوبی را می توان با استفاده از این روش از جمله سوراخ های قطر کوچک ، حفره های قالب و… ماشینکاری کرد. میزان تخلیه به طور کلی تحت تأثیر سختی نیست بلکه تحت تأثیر خصوصیات حرارتی و هدایت فلز است.
ماشینکاری الکتروشیمیایی
چیزی شبیه به یک فرآیند آبکاری معکوس است و سوراخهای بدون گره با پایان سطح بالا تولید می کند. این یک فرآیند ماشین کاری سرد است و هیچ گونه فشار حرارتی به قطعه کار وارد نمی کند.
خلاصه
در این مقاله خلاصه ای از عملیات و فرآیندهای ماشینکاری را برای شما ارائه دادیم . برای اطلاعات بیشتر در مورد محصولات مرتبط ، با متخصصین ما مشورت کنید >> 32466300, 32466301 , 32466302
#ماشینکاری #ماشینکاری_چیست #CNC #برش #فرز #مقاله #کنترل_افزار #کنترل_افزار_تبریز