


<< ماشینکاری تخلیه الکتریکی چیست و چگونه کار می کند؟ >>
ماشینکاری تخلیه الکتریکی یا EDM ، روشی غیر سنتی است که در آن مواد با استفاده از انرژی حرارتی از قطعه کار برداشته می شود. دقیقاً مانند فرایندهایی مانند برش لیزری ، EDM در فرآیند حذف نیازی به نیروی مکانیکی ندارد. به همین دلیل است که به عنوان روش غیر سنتی در نظر گرفته می شود مانند : پردازش با ابزارهای برش.
هنگامی که روش های ماشینکاری سنتی به حد مجاز خود می رسند ، ماشینکاری تخلیه الکتریکی می تواند جواب دهد. فرایند EDM امکان دقت بالا را فراهم می کند و برای هر ماده رسانا قابل استفاده است.
در ساخت ابزار و قالب ، EDM به دلیل کاربرد آن خصوصاً برای مواد سخت مانند تیتانیوم یا اشکال بخصوص پیچیده ای که دستیابی به آنها با استفاده از دستگاه فرز cnc سخت است بسیار محبوب است.
فرآیند EDM
“EDM شامل تخلیه جرقه های الکتریکی با فرکانس بالا از یک گرافیت یا یک ابزار فلزی نرم است که به عنوان یک الکترود عمل می کند ، تا مواد رسانای الکتریکی مانند فولاد سخت شده یا کاربید را از هم بپاشد.”
به بیان ساده تر ، ماشینکاری تخلیه الکتریکی یک فرآیند تولید است که دقیقاً مواد را با استفاده از الکترود از مواد رسانا حذف می کند. مشابه فشار دادن فرم به داخل مواد نرم ، الکترود اثر منفی در قطعه کار برجای می گذارد.
روند فیزیکی کمی پیچیده تر است : در یک شکاف کوچک بین قطعه کار و الکترود ، تخلیه رخ می دهد که مواد را از طریق ذوب شدن یا بخار دادن از بین می برد. برای این فرآیند ، الکترود و قطعه کار باید در یک مایع دی الکتریک غوطه ور شوند.
اساس این کار، توانایی جرقه های الکتریکی کنترل شده برای فرسایش مواد است. قطعه کار و الکترود در این فرآیند به همدیگر تماس نمیکنند. در این فاصله شکافی وجود دارد که تقریباً به اندازه موی انسان ضخیم است. مقدار مواد خارج شده با یک جرقه کم است ، اما تخلیه تقریباً 100000 بار در ثانیه اتفاق می افتد.

در حالی که الکترود به قطعه کار نزدیکتر شده است ، میدان الکتریکی موجود در شکاف که به آن نیز گفته می شود ، تا رسیدن به حجم خرابی افزایش می یابد.
برای این فرآیند ، لازم است که مایعی که این تخلیه در آن رخ می دهد رسانا یا دی الکتریک نباشد. تخلیه باعث گرم شدن شدید مواد می شود و مقادیر کمی از مواد را ذوب می کند. این ماده اضافی با جریان ثابت مایع دی الکتریک از بین می رود. این مایع برای خنک سازی در حین ماشین کاری نیز مفید است. علاوه بر این ، برای کنترل جرقه ها ضروری است.
سه نوع مختلف ماشینکاری تخلیه الکتریکی : سیم EDM ، مته کاری EDM و سوراخکاری EDM
فرایندی که در بالا توضیح داده شد sinker EDM یا همان مته کاری EDM نام دارد.
استفاده از sinker EDM به کاربران امکان تولید اشکال پیچیده را می دهد. این روش نیاز به الکترودهایی دارد (که اغلب از گرافیت یا مس ساخته می شوند) که از قبل تراش خورده اند تا شکل لازم را داشته باشند. سپس این الکترود در قطعه کار فرو رفته و شکل اصلی خود را ایجاد می کند.
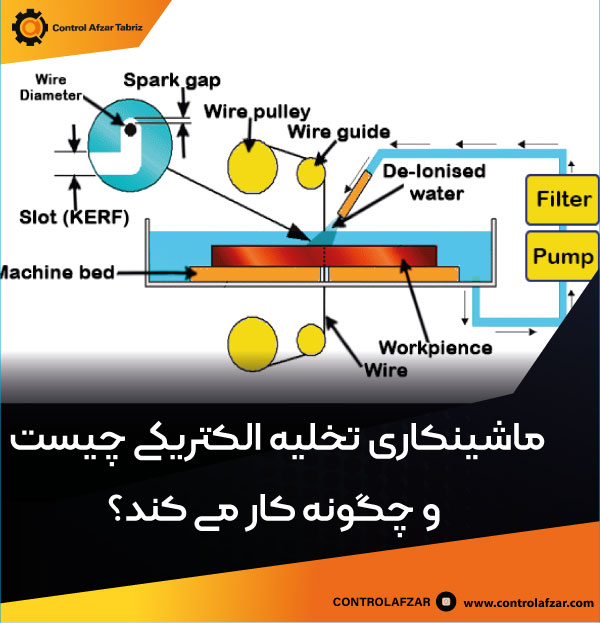
نوع دوم ماشینکاری تخلیه الکتریکی سیم EDM نامیده می شود و به عنوان فرسایش سیم ، سوزاندن سیم یا جرقه EDM نیز شناخته می شود.
در سیم EDM از یک سیم نازک برای برش قطعه کار استفاده می شود. در این حالت سیم به عنوان الکترود کار می کند. اگر برش باید در وسط و نه در خارج از قطعه کار انجام شود ، از EDM برای ایجاد سوراخ در قطعه کار استفاده می شود که سیم پس از آن از طریق آن رشته می شود این سیم اغلب از برنج یا مس ساخته می شود.
فیلم زیر توضیح کوتاهی در مورد نحوه کار سیم EDM می دهد:
آخرین نوع ماشینکاری تخلیه الکتریکی EDM , حفاری سوراخ نامیده می شود. همانطور که از نام آن پیداست ، از این فرآیند برای سوراخکاری استفاده می شود.
در مقایسه با روش های سنتی حفاری ، EDM قادر به ایجاد سوراخ های بسیار کوچک و عمیق است. بعلاوه ، سوراخهای ایجاد شده با EDM نیازی به رفع اشکال ندارند. الکترودها در این فرآیند لوله ای هستند و مایع دی الکتریک از طریق خود الکترود تغذیه می شود.
به طور کلی ، هر ماده رسانا را می توان با ماشینکاری تخلیه الکتریکی تراش داد. مواد معمول شامل فلزات یا آلیاژهای فلز مانند فولاد سخت شده ، تیتانیوم و کامپوزیت ها است.
به طور معمول ، الکترودهای EDM از مس یا گرافیت ساخته می شوند. عوامل اصلی که در تصمیم گیری برای یک ماده الکترود تأثیرگذارند هدایت الکترود و مقاومت آن در برابر فرسایش است.
گرافیت این مزیت را دارد که ماشین کاری آن از مس آسان تر است. با این حال ، مس رسانایی و استحکام بالایی دارد. برنج ، آلیاژی از کوپر و روی ، اغلب برای سیم EDM یا الکترودهای لوله ای کوچک استفاده می شود.
بر خلاف الکترودهای روش sinker EDM ، سیم مورد استفاده برای سیم EDM نیازی به ویژگی های مقاومت خوبی ندارد ، زیرا سیم جدید به طور مداوم از طریق برش تغذیه می شود.
مزایای استفاده از ماشینکاری تخلیه الکتریکی
مزیت اصلی ماشینکاری تخلیه الکتریکی این است که تا زمانی که رسانا باشد می تواند روی هر ماده ای استفاده شود. بنابراین می توان قطعه های کاری ساخته شده از کاربید تنگستن یا تیتانیوم را که با روش های سنتی برش سخت کار می شوند را ، ساخت.
یکی دیگر از مزایای ماشینکاری تخلیه الکتریکی , کمبود نیروی مکانیکی وارد شده به قطعه کار است. تولید رئوس شکننده آسان تر است زیرا نیروی برش زیادی برای برداشتن مواد لازم نیست.
EDM همچنین با یک ابزار برش امکان دسترسی به اشکال و عمق های غیرقابل دسترسی را فراهم میکند. به ویژه پردازش عمیق که در آن طول ابزار نسبت به قطر آن بسیار زیاد باشد ، این یک کار معمولی برای EDM است.
گوشه های داخلی تیز ، و شکافهای باریک از دیگر ویژگی های ماشینکاری تخلیه الکتریکی است. بحث دیگر برای استفاده از EDM این است که معمولاً خاتمه سطح نسبت به روشهای سنتی بهتر است. ماشینکاری تخلیه الکتریکی سطوحی را با ظرافت خوب و دقت بالا تولید می کند.
علاوه بر این ، EDM به کاربران امکان می دهد قطعه های کاری سخت شده را ماشین کاری کنند. در حالی که سایر تکنیک های ماشینکاری باید قبل از سخت شدن قطعه کار با عملیات حرارتی اجرا شوند ، ماشینکاری تخلیه الکتریکی را می توان بر روی ماده سخت شده نیز اعمال کرد. بنابراین ، می توان از هرگونه تغییر شکل احتمالی در ماشینکاری عملیات حرارتی جلوگیری کرد.
با این حال ، نمونه های بی شماری وجود دارد که برای آن ها ماشینکاری تخلیه الکتریکی راه حل های درستی نیست. EDM یک روش ماشینکاری با دقت بالا EDM در مقایسه با ماشینکاری سنتی یک روش نسبتاً کند است. وظایف با حجم زیاد برای این روش مناسب نیستند. در عین حال ، فرآیند الکترو گرمایی به مصرف برق بالایی نیاز دارد.
مشابه روش های سنتی تراشکاری ، عمر ابزار در EDM بی پایان نیست. در EDM سینکر ، الکترود نیز در برابر فرسایش آسیب پذیر است.
ماشینکاری تخلیه الکتریکی wire cut
به دلیل سایش ابزار ، الکترود باید مرتباً تعویض شود. در sinker EDM ، تولید الکترودهایی با شکل صحیح نیز قبل از ساخت قطعه کار ضروری است. این یک مرحله اضافی در مقایسه با فرآیندهای ماشینکاری با ابزارهای برش سنتی است.
نمونه های بی شماری از شرکت ها وجود دارد که موفق شده اند ماشینکاری تخلیه الکتریکی را به سود خود انجام دهند. در بسیاری از موارد ،با به روزرسانی در دستگاه EDM و تهیه دستگاه جدیدتر و مدرن این کار را انجام داده است.
ایمنی EDM؟
EDM چقدر ایمن است؟ این در واقع سوالی است که بسیاری از تکنسین ها را برای اولین بار در کار با EDM نگران می کند. نیاز به جرقه های فشار قوی و تکرار شونده باعث می شود که این کار برای کارگران کم تجربه خطر ایمنی به نظر برسد. با این حال ، تا زمانی که دستگاه طبق مشخصات سازنده استفاده شود ، خطر بزرگی وجود ندارد.
اما نگران نباشید شرکت کنترل افزار تبریز برخی از اقداماتی که برای اجرای ایمن دستگاه EDM باید انجام شود را در اختیار شما قرار میدهد :
- اپراتورها و کارگران برای کار با ماشین آلات تخلیه الکتریکی باید به درستی آموزش ببینند
- اطمینان حاصل کنید که اقدامات حفاظت از آتش سوزی نصب و به طور منظم نگهداری می شود.
- به مایع توجه داشته باشید: سطح مایع دی الکتریک از اهمیت بالایی برخوردار است. مایع از عبور تخلیه به مواد رسانا غیر از قطعه کار جلوگیری می کند.
- تهویه مناسب می تواند هوای گازهایی را که ممکن است به دلیل واکنش های شیمیایی همراه تخلیه در مایع تولید شوند ، تمیز کند.
- شما باید مایع دی الکتریک را هنگام گردش کنترل کنید تا اطمینان حاصل کنید که خصوصیات غیر رسانایی خود را حفظ می کند.
ماشین آلات و اتوماسیون EDM
تأمین کنندگان بسیاری از ماشین های EDM وجود دارد.
امروزه اتوماسیون فرایند EDM است. این فقط شامل جرقه یا فرسایش سیم نیست بلکه ماشینکاری الکترودها را نیز شامل می شود. با استفاده از ماشین آلات CNC ، فرایند EDM می تواند به طور خودکار اجرا شود.
در این روش چندین فرایند می تواند به طور همزمان اتفاق بیفتد ، از جمله فرسایش ، اندازه گیری ، فرز ، حکاکی لیزری و تمیز کردن. شرکت هایی که اتوماسیون را در فرایندهای تولید خود اجرا کرده اند ، شاهد صرفه جویی قابل توجه در زمان و افزایش گردش مالی بوده اند.
برنامه های EDM
EDM در دهه 1940 اختراع شد ، و یک فرآیند غیر سنتی بسیار اولیه است. این ترکیب با کنترل های عددی رایانه ای (CNC) به یک روش ماشینکاری دقیق و قابل اعتماد تبدیل شده است که هم اکنون در میان روش های برش مرسوم تر ، استاندارد است.
به ویژه برای تولیدات کم حجم مانند نمونه های اولیه محبوب است. فرآیندهای مختلفی با ماشینکاری تخلیه الکتریکی امکان پذیر است ، از جمله تراشکاری ، فرز ، سنگ زنی و سوراخکاری سوراخ کوچک. علاوه بر قالب و ساخت قالب ، EDM به طور معمول در صنعت خودرو و هوا فضا ، به عنوان مثال ، در تولید موتور هواپیما استفاده می شود.
در این مقاله تعریف ماشینکاری تخلیه الکتریکی , انواع آن و نحوه عملکردش را را برای شما ارائه دادیم . برای اطلاعات بیشتر در مورد محصولات مرتبط ، میتوانید با متخصصین ما مشورت کنید >> 32466300, 32466301 , 32466302
استفاده از این مقاله با ذکر منبع “کنترل افزار تبریز” بلامانع است .
yun.ir/pi8aq7 http://iwo.ir/lsjij https://b2n.ir/x55349